The food and pharmacy industry requires the use of sanitary air operated pneumatic diaphragm pumps. These pumps are designed to ensure the cleanliness and safety of the products. With their efficient and reliable operation, they are perfect for use in hygienic applications. Whether it's transferring food ingredients or pharmaceutical liquids, these pumps provide a sanitary solution that meets strict industry standards. The pneumatic diaphragm design allows for easy maintenance and prevents any potential contamination. In summary, when it comes to the food and pharmacy industry, using a sanitary air operated pneumatic diaphragm pump is essential for maintaining product integrity and ensuring consumer safety.
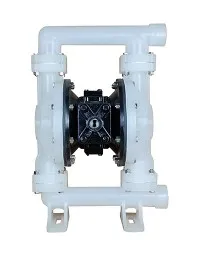
The pneumatic diaphragm pump is an innovative transportation device that is designed to efficiently transport a wide range of materials. It has the capability to transfer liquid, slurry, powder, and even highly viscous substances with ease. Moreover, it is able to handle volatile, flammable, and highly toxic liquids without compromising safety. This makes the pneumatic diaphragm pump an ideal choice for industries where the transportation of such materials is a critical requirement.
The pneumatic diaphragm pump is a versatile device that finds applications in a variety of industries such as coating material, paint, fine chemistry, ship and marine engineering, food and drinks, and daily chemicals. Thanks to its ability to handle a wide range of liquids, this pump has become a popular choice in many settings. Whether you need to transfer high viscosity liquids or fragile materials that can be easily damaged by other types of pumps, a pneumatic diaphragm pump can deliver dependable and consistent performance. So if you want a pumping solution that offers efficiency, reliability, and versatility, you should definitely consider investing in a pneumatic diaphragm pump.
2. Boasting excellent passing performance, this system can easily handle particles as large as 2.5mm. Its efficient design ensures smooth operation and prevents clogging.
3. The lift head and flow rate of the system can be easily adjusted to suit specific requirements. This flexibility is achieved through the use of an air valve opening, allowing for precise and seamless adjustments.
4. Built with a design that omits rotating parts and eliminates the need for shaft sealing, this system guarantees zero leakage. This makes it a suitable choice for handling toxic, volatile, or corrosive materials while ensuring environmental safety and human well-being.
5. Offering the added benefit of not requiring electricity, this system is perfectly safe for use in potentially flammable and explosive areas. Its reliable performance and non-electrical operation make it a dependable choice for various industrial settings.
Advantages:
The reversing valve is dependable and not easily damaged, allowing it to function effectively even in environments with poor air quality.
To enable smooth reversing, there should be no obstacles in the air path between the 1/2 foot and the 3 foot pumps. It is also important to ensure a flexible reversing by maintaining a clear and obstacle-free air path.
The totally externally maintainable reversing valve is a feature that allows for easy maintenance. It can be reversed with minimal effort, ensuring that any necessary repairs or adjustments can be made without disassembling the valve. This feature is especially beneficial for users who want to ensure efficient operation and longevity of their equipment.
One of the advantages of diaphragm pumps is their low number of moving parts when compared to other types of pumps. This means that there are fewer components that can potentially wear out or break down over time, resulting in a pump that is more reliable and easier to maintain.
The pilot type reversing valve is designed to have a long working life, guaranteeing the uninterrupted operation of the system. It ensures that the valve functions smoothly for an extended period of time, allowing for continuous running without any interruptions. This long-lasting performance is crucial for the overall efficiency and effectiveness of the system. By employing a pilot type reversing valve, you can have confidence in its durability and reliability, knowing that it will consistently maintain the desired operational state.
The reversing valve is designed to suit different sizes of pumps, providing compatibility and versatility for a range of applications. It eliminates the need for separate valves for different pump sizes, making it a more efficient and cost-effective solution.

Hot Tags: corrosion resistant diaphragm pump, China corrosion resistant diaphragm pump manufacturers, suppliers, factory